Renault Clio: Front side member closure panel, front section: General description
IMPORTANT
Use a repair bench to ensure the positioning of the points and the geometry of the axle assemblies.
Note: The information contained in the following describes the general repair procedure for all vehicles having the same design for this part.
Before reading the following general information, make sure that there are no special notes associated with the vehicle. These special notes are specified if necessary in other parts of the sub-section dealing with the component.
Note: For a detailed description of a particular connection, see MR 400.
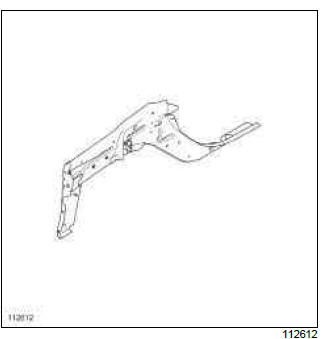
I - DESIGN OF THE STRUCTURAL COMPONENT
The special feature of this type of part is that it combines the functions of both the front section and rear section of the front side member closure panel and that it is made of two different kinds of panels of different thicknesses assembled by laser butt welding.
II - AREA TO BE CUT FOR PARTIAL REPLACEMENT
Note: For the partial replacement of parts constituting a single structural component, it is essential to stagger the welds of each of the components.
For removal of the side member (see 41A, Front lower structure, Front side member: Description, 41A-8).
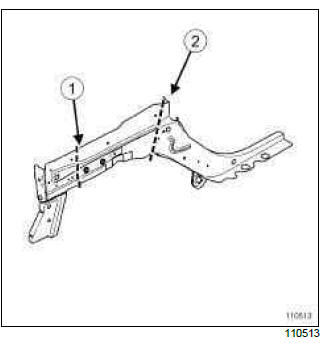
1 - Cut 1: This line shows the centre of the area in which it is possible to carry out a partial replacement.
This operation allows you to access the inside of the hollow section of the structural component to straighten it.
2 - Cut 2: The cut must be made on the splice.
III - ASSEMBLY INSTRUCTIONS FOR A PARTIAL REPLACEMENT
In this case, the side member weld line must be staggered from that of its closure panel.
Note: For the partial replacement of parts constituting a single structural component, it is essential to stagger the welds of each of the components.
Only the connections which are specific to the partial replacement by cutting are indicated.
WARNING
If the mating faces of the parts to be welded are not accessible, make EGW plug welds to replace the original resistance welds (see MR 400).
If there are other issues regarding access to mating faces, the various replacement options are described in the basic instructions for structural bodywork repair (see MR 400).
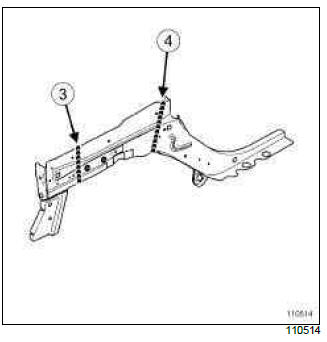
Lines (3) and (4) on the diagram show a butt weld by continuous EGW welding.
Weld (4) along the butt weld line.
Front side member closure panel, front section: Description
The options for replacing this part are as follows:
- partial replacement of front end section,
- partial replacement of the front section.
IMPORTANT
The straightening bench must be used.
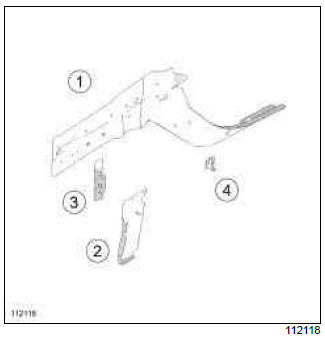
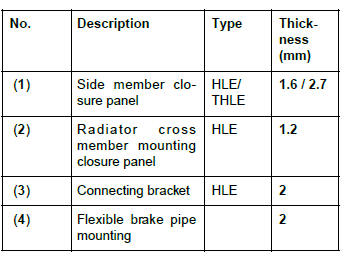
I - COMPOSITION OF THE SPARE PART
II - PART FITTED
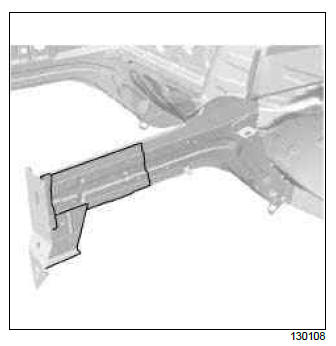
1 - Partial replacement of the front end section
WARNING
Position this part correctly; its position is determined by the position of the inner reinforcements.
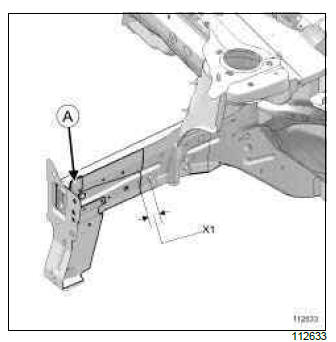
(X1) = 40 mm
IMPORTANT
For weld joints in three thicknesses (A), the spot welds on the part replaced should be made in the same place as for the original joint to retain its mechanical properties.
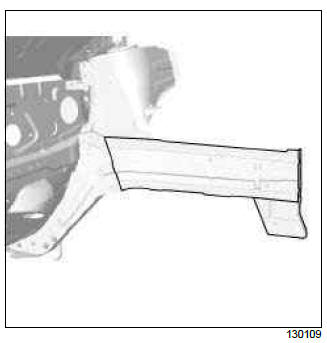
2 - Partial replacement of the front section
To make this cut, first remove the front side member part section along the line of the butt weld.
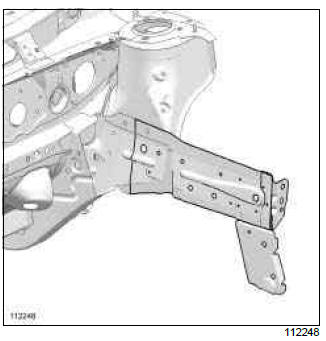
WARNING
The cut is made along the line of the original butt weld.
Battery tray bracket: General description
Note: The information contained in the following describes the general repair procedure for all vehicles having the same design for this part. Before reading the following general information, make sure that there are no special notes associated with the vehicle. These special notes are specified if necessary in other parts of the sub-section dealing with the component.
Note: For a detailed description of a particular connection, see MR 400.
DESIGN OF THE STRUCTURAL COMPONENT
This part is bolted to the front side member. It is made of plastic. The type of plastic is indicated on the part itself.
READ NEXT:
 Radiator cross member mounting: General description
Radiator cross member mounting: General description
WARNING
The information contained in the following
describes the general repair procedure for all vehicles
having the same design for this part.
Before reading the following general information,
make
Engine stand: General description
IMPORTANT
Use a repair bench to ensure the positioning of the
points and the geometry of the axle assemblies.
Note:
The information contained in the following
describes the general repair procedure fo
Front half unit: Description
Left-hand side
Right-hand side
To replace this part, order the heater bulkhead reinforcement (A) and the
side member expanding insert (B).
There is only one way of replacing this part:
complete
SEE MORE:
Driving
The Renault Clio IV (2014-2019) offers a satisfying driving experience with its nimble handling and responsive performance. Its compact size and maneuverability make it well-suited for urban driving and tight parking spaces. The precise steering and suspension tuning provide a balanced and confident
Your comfort
The Renault Clio IV (2014-2019) is designed with your comfort in mind. It features a well-crafted interior with quality materials and thoughtful ergonomics. The seats offer excellent support and adjustability, providing a comfortable driving experience. The cabin is designed to minimize noise and vi
